如果你想要更深入地了解我们的冷拔精密无缝钢管厂家现货产品,那么请务必观看这部视频。它一定会给你带来意想不到的惊喜和收获。
以下是:冷拔精密无缝钢管厂家现货的图文介绍
中升管业有限公司是一家致力于 宁化精密无缝钢管、的研发、生产、销售于一体的综合性多元化公司。在生产和销售中以质量保证为前提,以客户满意为基础。赢得了广大客户的一致好评与认可。


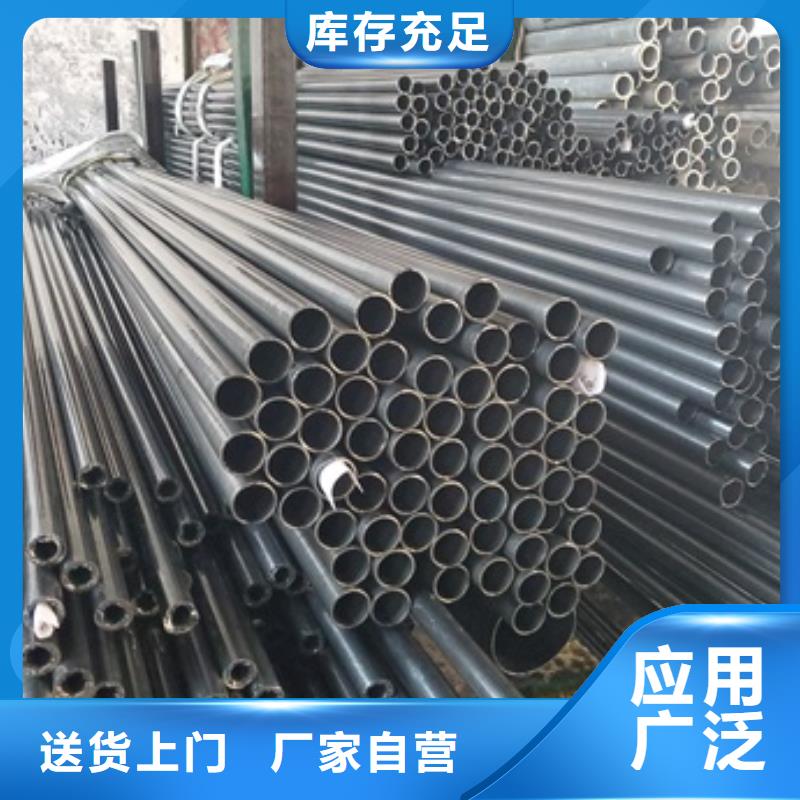
精密无缝管十分明显的特点剖析 宁化精密管主要用途是十分普遍的,例如一些工程建筑层面具体也是用精密无缝管作为房子支 撑架,由于那样的房子支撑架能够十分的坚固,也非常经久耐用一些。并且精密无缝管的承工作压 力也是非常不错的,大部分精密无缝管都是会用在工程建筑层面,那样精密无缝管特点也是特别明 显的。 ,精密无缝管为何多作为建筑业 1.在工业设备原材料中,不一样型号规格的无缝钢管能够说成广泛常见的建筑装饰材料,而无 缝钢管针对全部工程建筑,工业生产,也有输送设备中,都饰演非常关键的人物角色。当中,精密 无缝管在工业生产中也是十分广泛的一种工业生产无缝钢管原材料。 2.精密无缝管较为与一般的无缝钢管来讲,其工程造价上边尽管有一定程度上的上调,但是, 在使用全过程之中,却能够给大家提供更为多的方便快捷。非常容易的而言,就无渗漏、冷拔不更 改形这两个特点而言,绝大多数的一般无缝钢管的品质要求统统是没有办法抵达的。 3.因而我们在液压系统这些针对无缝钢管材料要求十分高的工业生产构件内,常常能够看到精 密无缝管的良好主要表现。


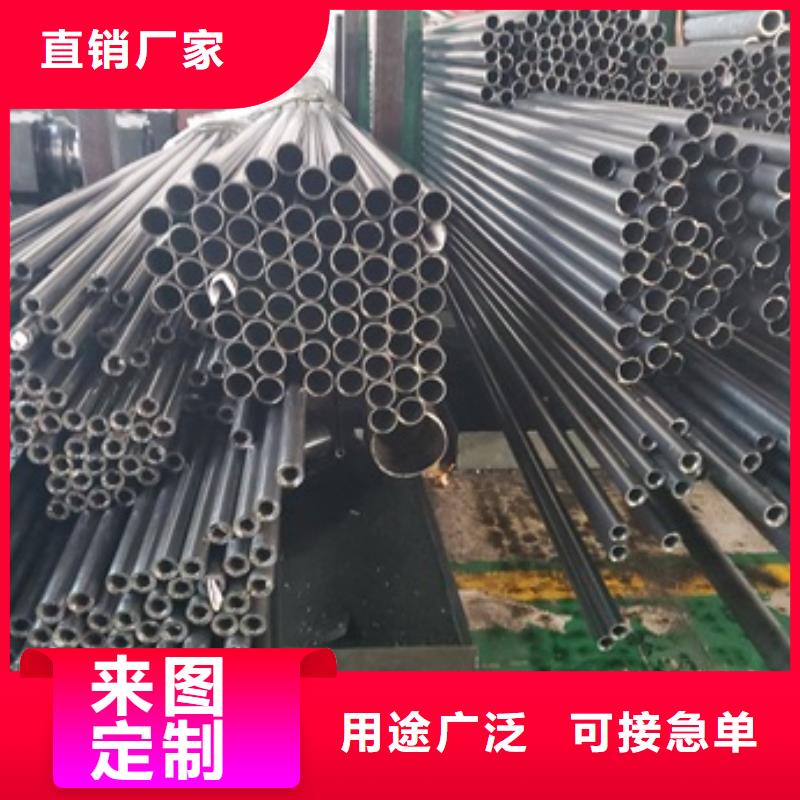
低中压锅炉用宁化精密管:用于制造各种低中压锅炉、过热蒸汽管、沸水管、水冷壁管及机车锅炉用过热蒸汽管、大烟管、小烟管和拱砖管等。用优质碳素结构钢热轧或宁化精密管。主要用10、20号钢制造,除保证化学成分和机械性能外要做水压试验,卷边、扩口、压扁等试验。热轧以热轧状态交货、冷轧(拨)以热处理状态交货。 公司生产产品用于领域:轴承用冷轧宁化精密钢管、钢筋连接套筒用冷轧宁化精密钢管、导套用冷轧宁化精密钢管活塞销用冷轧宁化精密钢管、链条套用冷轧宁化精密钢管、非标中空丝杆用冷轧宁化精密钢管、机械加工用冷轧精密无缝钢管、汽车减震器用冷轧精密无缝钢管、摩托车减震器用冷轧精密无缝钢管、电机外壳专用冷轧精密无缝钢管 、液压、气动缸筒用精密无缝钢管、升降机用冷轧精密无缝钢管等。







 扫一扫
扫一扫