想要更直观地感受黄南(本地)桥梁护栏 【防撞桥梁护栏】质量层层把关产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
以下是:黄南(本地)桥梁护栏 【防撞桥梁护栏】质量层层把关的图文介绍
桥梁护栏 【防撞桥梁护栏】质量层层把关")
桥梁护栏 【防撞桥梁护栏】质量层层把关")
道路护栏相信大家已经很熟悉了,道路护栏主要是装置在马路的中间,道路护栏不仅给路途带来了简洁美观、整齐划一的视觉效果,具有良好的导视性,而且对于交通安全也起到了关键性的作用。 ??肯定会有很多人有疑问,像放在车流中间的护栏采用的是防腐防锈的锌钢材质道路护栏,肯定是质量极好的,那么为什么这些护栏还是会有不同程度的损伤呢? ??为什么质量好的道路护栏也会损坏呢?自然因素。道路护栏安置在马路中间,时刻承受着不同的天气影响,护栏的表面呈现了不同程度的损坏与氧化生锈。当护栏出现了生锈现象,会让护栏被氧化的速度加快,让护栏的使用寿命大幅度的减少。 人为因素。车辆擦碰上护栏时,由于锌钢护栏有良好的耐撞性能和吸收能量的作用,既不会轻易就被撞坏,对于过往的车辆以及行人也有一定的保护作用。当路面维修或其它原因需要并通时,可非常简单的把开口处的各组护栏立柱拔出移走,开辟通道,便于车辆通行。
桥梁护栏 【防撞桥梁护栏】质量层层把关")
桥梁护栏 【防撞桥梁护栏】质量层层把关")
桥梁护栏 【防撞桥梁护栏】质量层层把关")
不锈钢焊接要点及注意事项 首先,采用外特性垂直的电源,直流采用正极性(焊丝对负极) 一般适用于6毫米以下薄板的焊接,具有焊缝成形美观,焊接变形小的特点。(感谢观看自动焊接。) 保护气体为氩,纯度99.99%。当焊接电流为50~150A时,氩流量为8~10L/min;当焊接电流为150~250A时,氩流量为12~15L/min。 从喷嘴伸出的钨极长度为4~5mm,较好,角焊等屏蔽不良区域为2~3mm,深槽处为5~6mm。从喷嘴到工程的距离一般不超过15毫米。为了防止焊接孔的出现,必须清除焊接部位的锈迹和油污。焊接弧长,焊接普通钢,2~4mm为佳,焊接不锈钢,1~3mm为佳,过长保护效果不好。底部焊道的背面应进行气体保护,以防对接时底部焊道的背面氧化。为了用氩气保护熔池,便于焊接操作,钨极中心线与焊接处工件的夹角应保持在80~85°,填充丝与工件表面的夹角应为尽可能小,通常约10度。
桥梁护栏 【防撞桥梁护栏】质量层层把关")
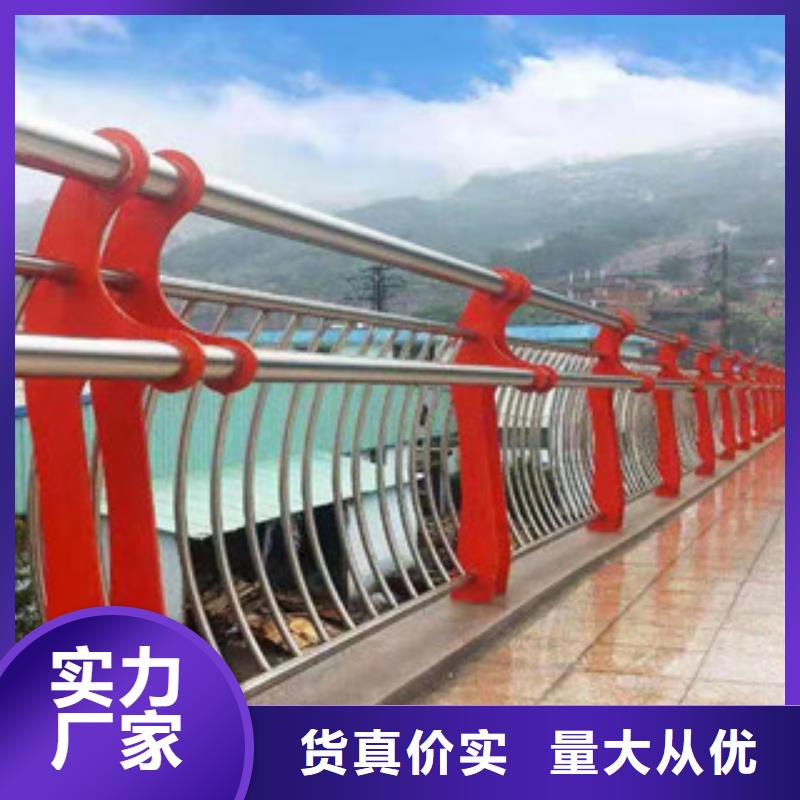
防撞护栏 动态变形量。刚性护栏 动态变形量小于或等于10CM ; 无论是哪一种形式的护栏,如果用于桥梁护栏,其护栏 动态变形量应小于或等于50CM; 半刚性三波梁护栏 动态变形量小于或等于75CM; 半刚性双波梁护栏 动态变形量小于或等于100CM ; 柔性护栏可根据其安装位置参照半刚性护栏 动态变形量的指标。
车辆与护栏发生碰撞时应能保证车内乘员的生命安全,不受到严重伤害。
防撞护栏应能够有效地阻挡车辆并对车辆进行导向,禁止车辆任何形式的穿越、翻越、骑跨、下穿护栏。
防撞 护栏应有良好的导向性能,车辆碰撞后的驶出角度应小于碰撞角度的60%.
以上评价要素的每一条款应满足标准要求,其中任何一条不符合本标准的规定,均应视为该种护栏不符合要求,不宜在需要设置该等级护栏的路段上使用。
桥梁护栏 【防撞桥梁护栏】质量层层把关")
桥梁护栏 【防撞桥梁护栏】质量层层把关")
不锈钢景观护栏是一个重最要组成部分,主要起着安全防护的作用,现代生活还比较注重不锈钢景观护栏的美观装饰功能。不光要求护栏款式安全、牢固耐久、位置合理,还必须有足够的防护能力。
不锈钢景观护栏造型款式设计不合理
根据 建筑标准,护栏垂直杆件间净空不应大于0.11m。而且必须采取防止儿童攀爬的措施,但是我们发现生活中经常看到因为竖杆间距设计不合理,或者没有防止儿童攀爬的设计,而出现了很多伤心的事情。为了杜绝这样的问题,首先设计单位应在图纸中明确说明采取何种型式的栏杆,如需建设单位自定,应在选定后由监理、设计单位确认后,方可采用。但是部分建设单位片面强调美观,忽视了不锈钢景观护栏最重要的安全防护功能,导致栏杆间距、型式不合理,留下了安全隐患。
桥梁护栏 【防撞桥梁护栏】质量层层把关")
桥梁护栏 【防撞桥梁护栏】质量层层把关")
桥梁护栏 【防撞桥梁护栏】质量层层把关")
桥梁护栏制造厂是 镀锌喷塑防撞栏、产品专业生产加工的公司,拥有完整、科学的质量管理体系。
桥梁护栏制造厂的诚信、实力和 镀锌喷塑防撞栏、产品质量获得业界的认可。欢迎各界朋友莅临参观、指导和业务洽谈。
桥梁护栏 【防撞桥梁护栏】质量层层把关")
桥梁护栏 【防撞桥梁护栏】质量层层把关")
钢板立柱针孔试验:管段试件长度约为1000 mm,用电火花检漏仪对钢管涂层在规定试验电压下进行检查,涂层厚度不大于0.4mm,试验电压为1500 V,涂层厚度大于0.4 mm,试验电压为2000 V。检查有无电火花产生,试验结果应符合5.5的规定。 ??钢板立柱附着力试验:附着力试验按CJ/T 120-2008中7.4.2进行,试验结果应符合5.6的规定。 ??钢板立柱弯曲试验:DN≤50mm的涂覆钢管进行弯曲试验。管段试件长度为(1200±100) mm。在温度为(20±5) ℃的环境下,以钢管公称通径的8倍为曲率半径,弯曲角度为30o,在弯管机或模具上进行弯曲。弯曲试验时管内不带填充物,焊缝位于弯曲主面的侧面。试验后,从弯曲圆弧的中部将试件剖开,检查内涂层,试验结果应符合5.7的规定。 ??钢板立柱压扁试验:DN>50 mm的涂覆钢管进行压扁试验。管段试件尺寸长为(50±10) mm。在温度为(20±5) ℃的环境下,将试件置于两平板之间,在压力试验机上逐渐压缩至两平板间距离为试件外径的五分之四,压扁时涂覆钢管焊缝垂直于载荷施加方向。试验后,检查内涂层,试验结果应符合5.8的规定。
桥梁护栏 【防撞桥梁护栏】质量层层把关")
桥梁护栏 【防撞桥梁护栏】质量层层把关")
桥梁护栏 【防撞桥梁护栏】质量层层把关")






 扫一扫
扫一扫